Engine Bearings
Rods are installed on crankshaft with pistons attached and entire
assembly is ready for preliminary block test.
The method outlined presupposes that the crank-shaft is of uniform
diameter on all bearing journals, in order to secure uninterrupted
production.
The sequence of operations on the other methods previously mentioned
are modifications of the fore-going.
The Big Ideas of Circularity and Alignment
It is not within the bounds of reason to expect that the factory
methods mentioned previously can be transplanted bodily to the
maintenance field.
The two basic ideas of alignment and circularity, which are the
fundamentals of factory methods, can be always borne in mind, however,
and applied to the job in hand, regardless of the equipment avail-able.
Factory Method of Rabbitting Ford Engine
Main Bearings'
The high-pressure babbitt metal is poured into the unheated block
and is molded by the aid of a jig bar. It is held in place by lugs
of babbitt which fit into anchor holes in the casting.
After the surplus babbitt has been removed from the top of bearings,
the caps are bolted to the cylinder block with a .012" shim
between cap and block. This is the rough capping operation preparatory
to boring the bearings to size.
The blocks are then placed on large lathes and the bearings are
bored with boring bars, the camshaft bearing holes being used as
locating points. By holding the block in this manner during the
boring, there is no possibility of any variation of the distance
between the crank and camshaft bearings. This is important and
all rebabbitting equipment for Ford blocks should utilize this
method.
After the boring, the edges of the babbitt are filleted to a radius
corresponding to that on the crankshaft bearings.
The bearing caps are then removed and the .012° liner taken
out.
Previous to removal, the caps are marked so that when re-placed
they will be in the same position as when bored.
The oil holes in the upper half of bearing are now punched out
and countersunk. The edges of the babbitt in the block bearings
are now filed with a flat rasp to an angle of 45 degrees with the
lower face of the block. The groove thus formed,when the cap is
assembled, acts as an oil groove for the bearing and also as a
clearance to take care of babbitt pressed out during the subsequent
running in of the bearings. The ends of the bearings are also filed
smooth.
A little oil is then placed on the bearings, and the crankshaft
is fitted in the block.
The crankshaft end-play is determined by the difference in the
length of the rear bearing on the block and the length of the crankshaft
bearing and should not be more than .004". The center and
front bearings have from 1/32" to 1116" end-clearance,
which allows for expansion and lubrication.
The oil grooves of the caps are now filed and the caps are placed
over the shaft bearing, using the marks mentioned above to determine
correct position.
The cap is now rocked over the crankshaft and two or more brass
shims of .002" thickness are applied until the rock of the
cap shows a .004" or .003" clearance between cap and
block.
The caps are then bolted down and the bearings are run in on a
belting block at a speed of 700 r.p.m. for the period of one minute.
This process presses the babbitt to conform to the shaft and a
smooth, hard bearing results.
After the belting operation, the rear bearing cap is removed and
the bearing surface inspected. If this shows a full hearing surface,
the cap is oiled, replaced, and bolted down with same tension as
previous to removing.
One of the most important items in rebabbitting a cylinder block
is having a clean, dry surface for the babbitt. If the bearing
supports are covered with water or oil, even in the smallest quantity,
there will be blow holes in the babbitt.
Another important factor is having the babbitt heated to the proper
temperature before pouring the bearings. Perfect bearings can be
poured only when the temperature of the babbitt is between 800° and
8-10° F. If no pyrometer is available, the temperature can
be estimated by the appearance of the metal.
When the correct temperature is attained, the metal has the appearance
of quick-silver and tarnishes slowly when the scum is scraped off,
the coat of tarnish showing various colors.
When cold, the metal acts sluggish and the tarnish assumes a dull
appearance.
The babbitt should be dipped from the bottom of the pot with a
ladle which is approximately the same temperature as the metal.
Otherwise, the metal will not be thoroughly mixed and will not
have the proper wear-resisting qualities.
Only new babbitt should be used, as the properties of the metal
are changed by melting old babbitt in with the new metal.
Ford Connecting-Rod Bearings
The Ford Company does not care to have dealers attempt rebabbitting
Ford connection rods. Such rebabbitting work is taken care of at
the various branches, and replacements of connecting rods are handled
on an exchange basis.
REPAIRSIHOP PROCEDURE IN ADJUSTING, REFITTING, AND RENEWING
ENGINE BEARINGS
Of all the operations in the repairman's repertoire, none require
a closer study of the fundamental requirements than those involving
maintenance of the engine bearings. This applies not only to the
more or less comprehensive job of refitting and renewal, but also
to the comparatively simple operation of adjusting or taking up
on connecting rod and crank-shaft main bearings.
The following paragraphs are an attempt to outline the outstanding
basic requirements as applied to adjusting, refitting, and renewing
the engine bearings.
Fig. 1:3. The bores of the main bearings must be in perfect alignment;
the connecting-rod crankpins must be parallel to the main bearing
journals, and the piston pin and crankpin bearing must be parallel.
An exaggerated misalignment condition (Fig. 1:3) produced by end
play in crankshaft or bent connecting rod. Puzzling cases of oil
pumping can be traced to this condition.
Importance of Alignment, Contact, and
Circularity
The first requirement in bearing maintenance is that all parts
involved in the bearing lay-out be in relative alignment with each
other, as under Fig. 13.
The second is that all crankpins and journals be circular, straight,
and smooth.
The third is that all bearing halves and babbitt surfaces are properly
fitted to their caps and saddles, and that they have the correct
contact area.
I From Ford Service Bulletin. See pgs. 790 and 823 for method
of reconditioning engines which have been in service.
l
Lack of alignment or misalignment of the crank-shaft and connecting
rods takes place generally when the following operations have been
performed on the engine:
1. Engine completely overhauled and new bearings installed.
2. Adjustment has been made on one of the main bearings by tightening
the cap.
In the first operation listed, misalignment can be traced to the
following specific items:
Previous page 1927
Supplement Home Next page 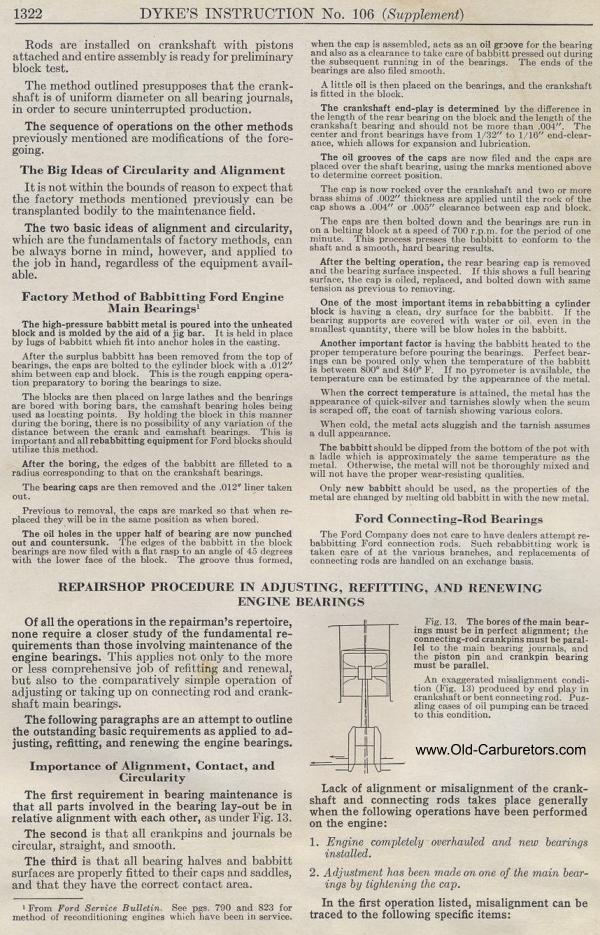
|